页面版权所有 © 2018 河南茵美特机械设备有限公司
豫ICP备12014994号-3
新闻中心
输送带修补条使用说明书
输送带修补条使用说明书
1、选用比破损部位宽2-3cm的RAMIMTECH输送带修补条,以破损部位为中心画出标记线,做好打磨前的准备工作。

2、打磨时建议使用大功率低转速角磨机【推荐使用RAMIMTECH-L1202】配RIT钨钢碟打磨需要修补的表面。接口的部位打磨深度要不小于修补条的厚度【比如150加强型修补条最厚部位为4.6mm,那么打磨深度要4.6mm】,以免被清扫器刮伤。

3、对打磨完的表面使用清洗剂SK353进行清洁处理,并晾干。

4、在等待清洗剂晾干的同时,可以进行冷硫化粘接剂SK313与硬化剂UT-R40的混合操作,使两种材料均匀混合。

5、将冷硫化粘接剂SK313与硬化剂UT-R40混合液涂刷在整个修复表面,并晾至不粘手指背为止。涂刷时切记涂刷均匀,厚薄一致。

6、将冷硫化粘接剂SK313与硬化剂UT-R40混合液涂刷在RIT输送带修补条的蓝色CN粘接面上,并晾至略有粘手的感觉。

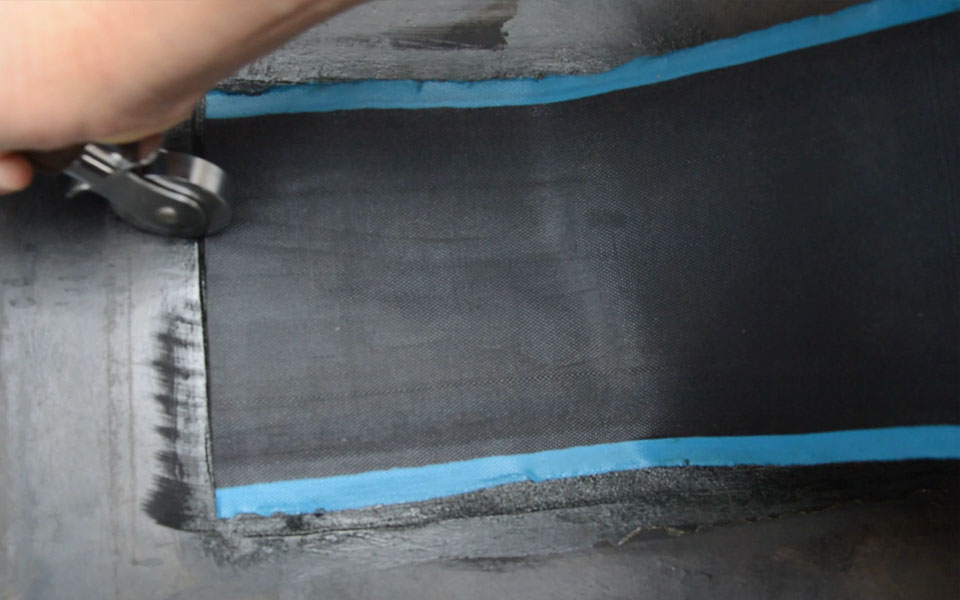
7、粘贴RIT输送带修补条时,使用压实滚轮进行压实。
8、修补完成后,要在RIT输送带修补条连接部位使用冷硫化粘接剂SK313和硬化剂UT-R40混合液涂刷,使修补条边缘的CN层自然冷硫化。

9、如遇到需要多个输送带修补条进行拼接修补时,要注意搭接方式。可采用如图所示的方法进行操作。

输送带修补条特殊情况说明
1、RAMIMTECH材料需要存放于阴凉、干燥通风处。
2、输送物料的持续温度低于90℃。
3、井下作业时须采用标有阻燃性能的修补材料。
4、修补条和修补片在粘贴时一定要采用内嵌方式进行粘接以防连接处被清扫器刮伤。
5、如被粘接面潮湿,则需要在开始作业前进行干燥作业。
6、被粘接面打磨时不允许产生烧焦现象,所以不能使用砂轮,只能使用RIT钨钢碟进行打磨。
7、使用钢丝刷将毛屑或橡胶粉末清扫干净,并用RAMIMTECH清洗剂SK353进行表面清洗。
8、胶水混合液:无缝连接和修补输送带时,RAMIMTECH冷硫化粘接剂SK313需与硬化剂UT-R40以100:4的比例混合并且均匀搅拌。
9、RAMIMTECH混合液必须使用鬃刷均匀用力涂抹,使SK313混合液渗入到被粘接面,输送带的被粘接面必须涂刷两层SK313混合液,在RAMIMTECH材料的蓝色CN层上涂刷一层混合液即可,所有涂层要做到防尘、防潮。
10、冷硫化粘接剂SK313混合液在粘接面的干燥时间取决于空气温度、湿度以及输送带材质本身吸收性。涂在输送带的被粘接面的第一层冷硫化粘接剂SK313混合液要完全干燥至不粘手指背为止,涂刷表面第二层时,需干燥至略有粘手指背,在输送带的被粘接面涂刷第二遍冷硫化剂SK313混合液时,同时涂刷RAMIMTECH材料表面的蓝色CN粘接层上。
11、一定要保证粘接面与被粘接面的干燥、清洁。
12、压实作业一定是从中间向两边轻轻滚压,固定位置后,再次采用同样的方式进行第二次压实,以达到排挤空气充分粘接。